Производство: +7 (916) 605-94-81
Производитель гофрокартона и гофрокоробов с доставкой по Москве и всей России
Производство: +7 (916) 605-94-81
Производитель гофрокартона и гофрокоробов с доставкой по Москве и всей России
4. Классификация, основные параметры и размеры
5.1. Характеристики
5.2. Требования к сырью и материалам
5.3. Маркировка
5.4. Упаковка
8. Транспортирование и хранение
Приложение А (рекомендуемое). Назначение марок картона
Настоящий стандарт распространяется на гофрированный картон (далее - картон), предназначенный для изготовления упаковки продукции - потребительской и транспортной тары (ящиков, коробок, лотков и др.), а также для изготовления вспомогательных упаковочных средств (вкладышей, решеток, обечаек, прокладок, амортизаторов) и другой продукции. Требования, обеспечивающие безопасность картона для здоровья человека, указаны в 5.1.9., 5.2.2.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 5399-76) Штангенциркули. Технические условия.
ГОСТ 427-75 Линейки измерительные металлические. Технические условия.
ГОСТ ИСО 1924-1-96 Бумага и картон. Определение прочности при растяжении. Часть 1. Метод нагружения с постоянной скоростью.
ГОСТ 7377-85 Бумага для гофрирования. Технические условия.
ГОСТ 7420-89 Картон для плоских слоев гофрированного картона. Технические условия.
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия.
ГОСТ 7691-81 Картон. Упаковка, маркировка, транспортирование и хранение.
ГОСТ 8047-2001 (ИСО 186-94) Бумага и картон. Отбор проб для определения среднего качества.
ГОСТ 9078-84 Поддоны плоские. Общие технические условия.
ГОСТ 9557-87 Поддон плоский деревянный размером 800×1200 мм. Технические условия.
ГОСТ 13523-78 Полуфабрикаты волокнистые, бумага и картон. Метод кондиционирования образцов.
ГОСТ 13525.8-86 Полуфабрикаты волокнистые, бумага и картон. Методы определения сопротивления продавливанию.
ГОСТ 13525.19-91 (ИСО 287-85) Бумага и картон. Определение влажности. Метод высушивания в сушильном шкафу.
ГОСТ 17052-86 Производство бумаги и картона. Термины и определения.
ГОСТ 17527-2003 Упаковка. Термины и определения.
ГОСТ 19088-89 Бумага и картон. Термины и определения дефектов.
ГОСТ 20683-97 (ИСО 3037-94) Картон тарный. Метод определения торцевому сжатию (метод непарафинированного торца).
ГОСТ 21102-97 Бумага и картон. Методы определения размеров и косины листа.
ГОСТ 22186-93 (ИСО 3034-75) Картон гофрированный. Метод определения толщины.
ГОСТ 22981-78 Картон гофрированный. Метод определения сопротивления расслаиванию.
ГОСТ 27015-86 Бумага и картон. Методы определения толщины, плотности и удельного объема.
В настоящем стандарте применены термины по ГОСТ 17052, ГОСТ 17527 и ГОСТ 19088, а также следующие термины с соответствующими определениями:
3.1. Гофрированный картон с необрезной шириной — гофрированный картон с шириной листа или рулона, максимально соответствующей ширине гофроагрегата.
Примечание. Кромка листа или рулона поперек гофров не обрезается.
3.2. Гофрированный картон с обрезной шириной — гофрированный картон с шириной листа или рулона определенного размера.
Примечание. Кромка листа или рулона поперек гофров обрезается.
4.1. В зависимости от числа слоев гофрированный картон изготовляют следующих типов:
4.2. Картон изготовляют классов и марок, указанных в таблице 1.
Таблица 1
| Тип | Класс | Марка |
| Д | — | Д |
| Т | 1 | Т11, Т12, Т13, Т14, Т15 |
| 2 | Т21, Т22, Т23, Т24, Т25, Т26, Т27 | |
| П | — | П31, П32, П33, П34, П35, П36, П37 |
| С | — | С41, С42, С43, С44, С45 |
Назначение марок картона приведено в приложении А.
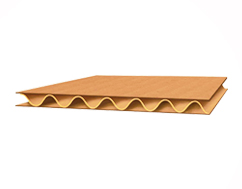
4.3. Картон изготовляют с гофрами типов А, С, В, Е, F (рисунок 1).
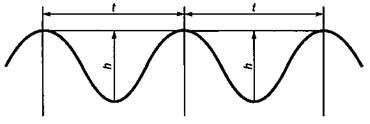
Рисунок 1. Изображение гофра.
Наименование гофров и их размеры указаны в таблице 2.
Таблица 2
| Тип гофра | Наименование гофра | Высота гофра h, мм | Шаг гофра t, мм |
| A | Крупный | От 4,4 до 5,5 | От 8,0 до 9,5 |
| C | Средний | 3,2 » 4,4 | 6,5 » 8,0 |
| B | Мелкий | 2,2 » 3,2 | 4,5 » 6,4 |
| E | Микро | 1,1 » 1,6 | 3,2 » 3,6 |
| F | Супермикро | 0,75 » 1,0 | 1,5 » 3,0 |
4.4. Картон изготовляют:
Размеры рулонов или листов устанавливают по согласованию с потребителем. В рулоне допускается не более трех обрывов. Места обрывов должны быть отмечены с торца рулона бумажными полосками или цветным карандашом.
4.5. Предельные отклонения по размерам не должны превышать, мм:
Косина листа не должна превышать 10 мм на 1 м длины листа картона.
Примеры условных обозначений картона:
Картон гофрированный, двухслойный, с гофром А: Картон Д А ГОСТ Р 52901-2007.
То же, трехслойный, 1-го класса, марки Т11, с гофром С: Картон Т11 С ГОСТ Р 52901-2007.
То же, пятислойный, марки П32, с гофрами А и В: Картон П32 АВ ГОСТ Р 52901-2007.
То же, семислойный, марки С41, с гофрами А, В, Е: Картон С41 ABE ГОСТ Р 52901-2007.
Картон должен изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
5.1.1. Картон типов Д, Т, П по показателям качества должен соответствовать нормам, указанным в таблице 3; картон типа С - нормам, указанным в таблице 4.
Таблица 3

Таблица 4
| Наименование показателя | Норма для марки | Метод испытания | ||||
| С41 | С42 | С43 | С44 | С45 | ||
| 1. Сопротивление торцевому сжатию вдоль гофров, кН/м, не менее | 15,0 | 16,5 | 17,0 | 19,0 | 21,0 | По ГОСТ 20683 |
| 2. Толщина, мм | 12–27 | 12–27 | 12–27 | 12–27 | 12–27 | По ГОСТ 22186 |
| 3. Влажность, % | 6–12 | 6–12 | 6–12 | 6–12 | 6–12 | По ГОСТ 13525.19 |
| Примечание: номинальное значение толщины картона в зависимости от толщины картона для плоских слоев и типа гофра устанавливает изготовитель картона. | ||||||
5.1.2. Картон изготовляют цвета естественного волокна, белого цвета или любого другого цвета.
5.1.3. Обрез кромок листа или рулона должен быть чистым и ровным.
5.1.4. Гофрированный и плоский слои картона должны быть склеены между собой по вершинам гофров.
Допускаются несклеенные участки в картоне типов Д и Т, наружных слоях картона типов П и С площадью не более 20 см² каждый. Сумма площадей несклеенных участков должна быть не более 50 см² на 1 м² площади картона.
Допускаются несклеенные слои картона по кромкам листа или рулона на длину не более 10 мм от края кромок во всех типах картона.
5.1.5. На поверхности картона не допускаются: задиры площадью более 80 см²; складки и морщины длиной более 50 мм; вмятины и пятна длиной более 15 мм в наибольшем измерении; повреждения кромки листа длиной более 10 мм.
5.1.6. Допускается коробление картона, если его величина не превышает 20 мм на 1 м листа картона.
5.1.7. Гофрированные слои в картоне должны иметь полный профиль высоты гофров. Допускается смятие профиля гофров по краю листа или рулона.
5.1.8. Допускаются трещины на поверхности наружных плоских слоев картона без обнажения гофрированного слоя. Сумма длин трещин не должна превышать 25 мм.
5.1.9. Интенсивность постороннего запаха, количество мигрирующих вредных веществ, выделяющихся в модельные среды для картона, предназначенного для изготовления упаковки, контактирующей с пищевыми продуктами, лекарственными средствами, фармацевтической и парфюмерно-косметической продукцией непосредственно и (или) опосредованно, не должны превышать норм, установленных в инструкции (1) и гигиенических нормативах (2).
5.1.10. Картон подлежит утилизации как вторичное сырье - бумажная и картонная макулатура.
5.2.1. Для изготовления картона должны применяться:
5.2.2. Материалы для изготовления картона, предназначенного для изготовления упаковки, контактирующей с пищевыми продуктами, лекарственными средствами, фармацевтической и парфюмерно-косметической продукцией непосредственно и (или) опосредованно, должны быть разрешены к применению органами санитарно-эпидемиологического надзора.
5.3.1. Маркировка картона — по ГОСТ 7691.
Маркировка кип и рулонов должна содержать следующую информацию о продукции:
5.3.2. В маркировку продукции допускается включать дополнительные сведения, несущие необходимую информацию для потребителя. Например:
5.3.3. Национальный знак соответствия для сертифицированной продукции проставляют на упаковке картона и (или) в товаросопроводительной документации.
5.4.1. Упаковка картона — по ГОСТ 7691 со следующими дополнениями.
5.4.1.1. Рулоны и кипы картона допускается упаковывать без применения упаковочных материалов, при этом упаковкой считаются по одному листу сверху и снизу кипы или один верхний слой картона в рулоне.
5.4.1.2. Кипы и рулоны картона, упакованные по 5.4.1.1, допускается укладывать на поддоны по ГОСТ 9557, ГОСТ 9078.
6.1. Картон предъявляют к приемке партиями.
6.2. Определение партии и объем выборок — по ГОСТ 8047.
6.3. Партия должна сопровождаться документом о качестве, который должен содержать:
6.4. Испытания продукции на соответствие требованиям настоящего стандарта по 5.1.9 проводят периодически на партии, прошедшей приемо-сдаточные испытания: при изменении технологии производства, сырья и материалов, в случае разногласий между изготовителем и потребителем, при проведении сертификационных испытаний, а также по требованию органов санитарно-эпидемиологического надзора.
6.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания по удвоенной выборке от той же партии. Результаты повторных испытаний распространяют на всю партию.
7.1. Отбор проб — по ГОСТ 8047.
7.2. Кондиционирование образцов перед испытанием и испытания проводят по ГОСТ 13523 при температуре воздуха (23 ± 1)°С и относительной влажности воздуха (50 ± 2)%. Продолжительность кондиционирования — не менее 24 ч.
Допускается испытывать образцы в помещениях при комнатных условиях, если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин.
7.3. Для контроля качества картона по 5.1.3-5.1.8 от листов картона, отобранных в выборку от единиц продукции по 6.2, произвольно отбирают десять листов, исключая по два верхних и нижних листа в кипе.
От каждого рулона, отобранного в выборку по 6.2, отрезают лист картона длиной 1 м на глубине 2-3 см от упаковки.
Визуально осматривают с двух сторон каждый лист, отмечают дефекты по 5.1.4, 5.1.5, 5.1.8 и проводят измерения металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 с погрешностью не более 1 мм.
7.4. Размеры и косину листов определяют по ГОСТ 21102. Ширину листов картона и рулонов измеряют вдоль направления гофров.
7.5. Для определения величины коробления картона по 5.1.6 каждый лист картона, отобранный по 7.3, кладут на ровную горизонтальную плоскость выпуклой стороной кверху и измеряют линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 максимальное отклонение листа картона от горизонтальной плоскости.
Величину коробления листа К, мм/м, вычисляют по формуле:
K = h / b (1)
За результат испытания принимают среднеарифметическое значение полученных определений. Результат, пересчитанный на 1 м длины листа, округляют с точностью до целого числа.
7.6. Профиль высоты гофров по 4.3, 5.1.7 контролируют в любом месте листа картона, отобранного по 7.3. На расстоянии не менее 10 см от его кромок делается разрез перпендикулярно к направлению гофра. Плоскость разреза должна быть перпендикулярна к плоскости листа картона. Не допускается смятие гофрированных и плоских слоев при разрезании.
7.7. Размеры гофров по 4.3 определяют в любом месте каждого из 10 листов пробы картона, отобранной по 7.1. Делают разрез на листе картона, как указано в 7.6. Измерения высоты и шага гофра проводят металлическим штангенциркулем по ГОСТ 166 с погрешностью не более 0,1 мм.
За результат испытания принимают среднеарифметическое значение полученных измерений, округленное до первого десятичного знака.
7.8. Метод определения удельного сопротивления разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180° по линии рилевки.
Сущность метода заключается в определении усилия, вызывающего разрушение образца картона под действием нагрузки после выполнения одного двойного перегиба на 180° по линии рилевки.
7.8.1. Аппаратура для смятия гофров и рилевания:
I. Устройство (рисунок 2), состоящее из рилевочной части, в которую устанавливают комплект муфт для смятия гофров и рилевания образцов.
II. Приспособления для регулирования зазора между муфтами.
III. Приводне устройство для регулирования скорости смятия гофров и рилевания образцов.
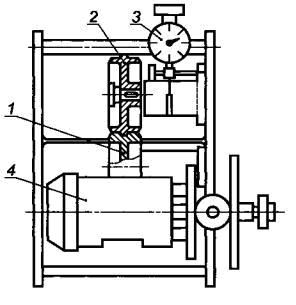
Рисунок 2. Устройство для смятия гофров и рилевания образцов.
IV. Комплект муфт для смятия гофров, включающий две муфты, как указано на рисунке 3.
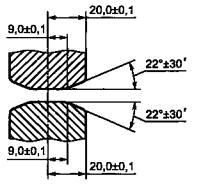
Рисунок 3. Комплект муфт для смятия гофров.
V. Комплект муфт для рилевания образцов, включающий две муфты, одну с выемкой, другую с выступом, как указано на рисунке 4.
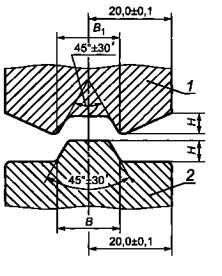
Рисунок 4. Комплект муфт для рилевания образцов.
Размеры комплектов муфт для рилевания образцов должны соответствовать указанным в таблице 5.
Таблица 5
| Номер комплекта муфт для рилевания | B ± 0,1 | B1 ± 0,1 | H ± 0,1 |
| 1 | 2,3 | 4,5 | 0,8 |
| 2 | 4,0 | 6,1 | 1,4 |
| 3 | 5,7 | 8,3 | 2,0 |
| 4 | 7,9 | 10,9 | 2,8 |
| 5 | 11,3 | 15,3 | 4,0 |
7.8.2. Подготовка к испытанию.
Из отобранных 10 листов пробы по 7.1 вырезают из каждого по одному образцу длиной (250 ± 1) мм, шириной (200 ± 1) мм так, чтобы больший размер был перпендикулярен к направлению гофров.
Образцы должны быть без вмятин, несклеенных участков и разрывов плоских слоев картона, с ровными краями обреза.
Образцы нумеруют и определяют толщину по ГОСТ 22186 или ГОСТ 27015.
Устанавливают расстояние между зажимами разрывной машины, равное 150 мм. Допускается устанавливать расстояние 100 или 50 мм. Скорость нагружения подбирают так, чтобы разрыв образцов наступил через (20 ± 5) с с момента приложения нагрузки.
7.8.3. Проведение испытания.
Испытания проводят в условиях по 7.1.
Нанесение линий рилевок на образец проводят в следующей последовательности. В рилевочной части устройства устанавливают комплект муфт для смятия гофров с зазором между ними не более 0,5 толщины картона, подвергаемого испытанию, и проводят смятие гофров в образце картона (в нескольких местах). Толщину картона определяют по ГОСТ 27015.
Смятие гофров и рилевание проводят с линейной скоростью (50 ± 5) м/мин.
При смятии гофров и при рилевании разрыв плоских слоев картона кромками муфт не допускается. При разрыве картона уточняют величину зазора между муфтами, после чего проводят повторное рилевание образцов, вырезанных из тех же пробных листов.
Допускается испытывать образцы с рилевкой, полученной на гофроагрегате.
После снятия муфт для смятия гофров в рилевочной части устройства устанавливают комплект муфт для рилевания образца с зазором между ними, равным толщине картона по линии смятия в сочетании: верхняя - с выемкой, нижняя - с выступом. Выбор комплекта муфт проводят в соответствии с таблицей 6 в зависимости от толщины картона после смятия.
Таблица 6
| Толщина, мм | Номер комплекта муфт для рилевания |
| До 2,5 | 1 |
| От 2,5 до 3,4 | 2 |
| От 3,5 до 4,4 | 3 |
| От 4,5 до 6,0 | 4 |
| Св. 6,0 | 5 |
От каждого образца вырезают полоски шириной (25 ± 1) мм или (50 ± 1) мм и проводят рилевание по линии смятия.
Линия рилевки должна находиться посередине линии смятия полоски. Для испытания от каждого образца отбирают одну (вторую по счету) полоску с рилевкой, исключая крайние. Полоски нумеруют тем же номером, что и образец, из которого они вырезаны. Перед испытанием на разрыв каждую полоску подвергают вручную одному двойному перегибу по линии рилевки на 180°. Если происходит разрушение полоски после перегиба, испытание прекращают и считают, что картон не выдержал испытание.
Полоску закрепляют в зажимах разрывной машины без перекоса, нагружают ее до разрушения и отсчитывают значение разрушающего усилия в Н (кгс) с точностью до одного деления шкалы разрывной машины.
Результаты испытаний полосок, разорвавшихся не по линии рилевки, не учитывают. Повторно испытывают полоски, вырезанные из тех же образцов картона.
7.8.4. Обработка результатов.
Разрушающее усилие F в ньютонах по линии рилевки вычисляют как среднеарифметическое значение десяти определений. Результат округляют с точностью до 10 Н.
Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180° по линии рилевки Fуд, кН/м, вычисляют по формуле:
Fуд = A / b (2)
Результат округляют с точностью до целого числа.
Относительная погрешность определения разрушающего усилия и удельного сопротивления разрыву составляет не более 4% при доверительной вероятности 0,95.
За результат испытания принимают среднеарифметическое значение десяти полученных измерений.
8.1. Транспортирование и хранение картона — по ГОСТ 7691. 8.2 Картон должен транспортироваться всеми видами транспортных средств в чистых, сухих, крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на соответствующем виде транспорта. Картон должен храниться в крытых помещениях при относительной влажности воздуха от 40 до 80%.
Таблица A.1
| Марка | Назначение |
| Д | Для изготовления вспомогательных упаковочных средств |
| Т11-Т15 | Для изготовления тары и вспомогательных упаковочных средств для упаковывания продукции, способных воспринимать статические (нагрузки штабеля) и динамические нагрузки |
| Т21-Т27
П31-П34 |
Для изготовления тары и вспомогательных упаковочных средств для упаковывания продукции, не способных воспринимать статические нагрузки (нагрузки штабеля) |
| П35-П37 | Для изготовления крупногабаритной тары |
| С41-С43 | Для изготовления крупногабаритной тары |
1. Инструкция 880-71 "Инструкция по санитарно-химическому исследованию изделий, изготовленных из полимерных и других синтетических материалов, предназначенных для контакта с пищевыми продуктами". Минздрав России, 1971.
2. ГН 2.3.3.972-2000 (3.3, 3.4) "Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами. Гигиенические нормативы". Федеральный центр Госсанэпидемнадзора Минздрава России, 2000.
![]()
Производитель гофрокартона и гофрокоробов с доставкой по Москве и всей России

+7 (495) 221-34-24 многоканальный

129301, г. Москва, ул. Ярославская, д. 8, корп. 3
2010 - 2024 © ПКФ КАРС | Политика конфиденциальности